
ʯӢɰ������ ����Ԥ��䴦���Ĺ��Ϊԭ�ϣ����Եĸ�����¯�ĵ����ͱˣ���¯ʱ¯�����Ƿ������Խ��ͣ���¯ʱ������.�����ص���ԭ�ϸߴ�����������������伱�ȣ����£���ʴ�����ʺ��ڴ�����Ƶ��¯�ļ�Ъʽ��ҵ���˲���ϵԤ��ĸɵ�����ϣ����ݹ˿���������ø������Ӽ���ֱ��ʹ�á���ͬ��¯�Ӳ�ͬ���䷽��ϵ��Ʒ����ϡ�����25����ı�֯����װ��
ʯӢɰ�����ϼ������ݣ���ѧ�ɷݲ����ս������
����
SiO2 ≥ 98.5% CaO+MgO ≤0.1% Fe2O3≤ 0.2%
���������ܶȣ�2.1g/cm3 �������ʹ���¶�:1750�� ʩ�������������ɵ�
ʯӢɰ��������Ҫ������Ƶ¯ұ���������������֣���ī�������ͺϽ�֣���̼�֣���ͭ�������ȡ�
ʯӢɰ���ϵ�����
ʯӢɰ���������ɹ�ɰ��ճ���������ȹ��ɣ���Ҫ�ɷݺͿ�����ɱȽϵ�һ����ʵ�����֡�����ʹ��ʯӢɰ��¯�ϣ�������θı���ȣ�¯��ʹ�������Բ����롣��������Ҫ�ɷ�SiO 2 ��һ�ֶ��־��Ϳ���ԭ�� ���ڸ����£����������ɷ�����۵����ʽ�ϣ��Ӷ���ʹ�����������֡��ʺ���������ʼ�¶ȴ��,����α-ʯӢʱת��Ϊα-��ʯӢʱ������ʹ�+16����������ڲ��ṹ�������Ҳ�dz�����ٵ���Ҫԭ��ֻ��α-��ʯӢ���¶ȿ�����1470�����ڣ����ܱ����ȶ����䣻�������¶��ѽӽ������¯�ĺ��������¶�ʱ�������������תΪ����-0.9����α����ʯӢ�����ȶ�����ת��α����ʯӢ���ͺͽᾧ����ʱ��¯���ڼ������ܴ������Ӧ�������ճ������ƺ��ѡ����䣬ͭˮ������ڣ���ʱ����¯��ʯ�ͻ��մ���©¯�����¯�ı��ϡ�
��֮��ʹ�õ�һ�Ĺ�ɰ��¯�ģ����ļ��䡢���ȡ���������ʴ�����ȺͿ���е������ܶ��в�ͬ�̶ȵĽ��ͣ��������¯��ʹ�������̵ĸ���ԭ��
����������������������Ĺ��ʲ���¯�IJ��Ǻ����룬��������ұ����Ʒ��
����Ϊ���������û���ұ����Ʒ��������Ҫ����̼�����Ա�ڹ��ʲ��ϻ����Ͼ���������о��������о��������������Ϲ����ͻ���ϣ��ò��ϵ������������ұ��¯��ͣ�����ʴ������ʴ���ۻ����⣬��ӭ����û�ʹ�ã��������¼�飺
ʯӢɰ���ϵ������Ŀ�����ɣ���ʯӢ���մɸ���ճ���������ʯӢ���������ȶ��ֲ������Ƴɡ������λ��С��λ�ڶ���ҵʹ����֤�������������ص㣺
1���ս�㱡��
2�������Ч�ʣ�
3���ڸ���ʱ������ѧ�仯С��
4���������ܺã�
5�������������ܶȺã����� ϵ��С��
6�����硢������С��
7������ṹǿ�Ⱥã������ơ������䣻
8������ȶ�������ˢ��
9������ʴ��
10��ʹ����������
Ӧ�÷�Χ��
��֮,�����Ϲ��ʵ��������ڽ���˳�������ұ���ӹ���ҵ���������Ը������ò��ϱȴ�ͳʯӢɰ�����ϳɱ��߳�3��4���������۴Ӿ�Ӫ�����Ĺ۵������������ǴӾ����Ͻ����Ƚ�ʵ�ݡ������Ǵ��λ¯�ĺ����ֺϽ�¯�������ɱ���ߣ�����ɱ�����û����ߣ��෴�ɱ����������࣬���һ�����˲�Ʒ�����������˽����������������ҵ���ܽ���,���Ч���ṩ����������
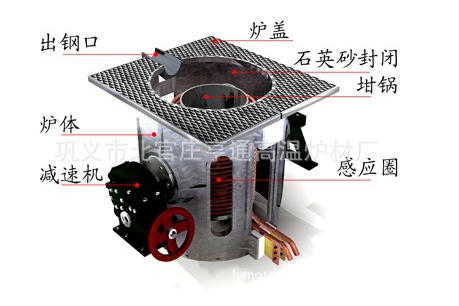
ʯӢɰ��¯��ʹ��˵����
��ʽ���¯�ģ���2t��Ƶ��о��Ӧ¯Ϊ������
��Ȧ��Ե�����Ӧ�ã�2t��Ƶ��о��Ӧ¯�ĸ�ӦȦͿ���о�Ե����㡣���Ӧ·ͨ��ʹ�õľ�Ե������ĸ������˿������ȣ�ʹ����Ȧ��Ե���������ºô�
:��һ����ɺ��Ϊ8��15mm����Ȧ��Ե�����������õľ�Ե���ܣ���ȫ�ɴ�����ĸ�Ͳ���˿�����䵱��Ȧ��¯��֮��ľ�Ե�����㣻������ϵĵ���ϵ���ϸߣ����ص�����ԽϺ�Ľ�����Ӱ������¯�ĵ�����ᡣ
�ڶ��������λ����Ȧ�ͱ��²�֮�䣬��������£������¶Ⱥܵͣ���300�棬ż���н���Һ�ӽ������ʱ�������ͷų����������ˮ�֣�ʹ��Ե���轵�ͣ�ϵͳ�ṩ���ڱ�����
���������ý��౾������1800����ͻ�ȣ���ż���н���Һ��©�������ʱ�������ܸ���Ȧ�ṩһ�㱣�����ϣ������ֱ���ʱ���������ṩһ�����¹ʴ���ʱ�䡣
���ģ��Դ��е���ʽ��¯�Ӷ��ԣ������������ɴ����ȵ���״��������¯������Ȧ��Ħ����ͬʱ������ǿ�ȶ���Ȧ���й̶�����������Ȧ��ʹ�úͽ�����¯�����еı��Σ��ӳ�����Ȧ��ʹ��������
���壬��Ȧ�뽺�����Ϊ¯�ӵ��ͻ�ģ���һ���Է��øߣ�ʩ�����ڳ�������ʹ��������������Ȧ��ͬ��Ҳ�ɽ��оֲ�������˾�������Խ�������¯�ɱ��� ��ʽ���¯��ǰ��������¯����Ȧ��Ե��������һ��ʯ�ް��һ�㲣��˿��������ʱ���ֹ�ƽ��ѹʵ��������⣬��Ҫ�õ���Ȧ���±���������ʯӢɰʱ�����϶�������ƶ�����Ȧ��ֱ��¯�Ĵ����ϡ�
���¯�ף�¯��Լ280mm�����Ĵ���ɰ���˹����ʱ��ֹ�����ܶȲ������濾���ս���¯�IJ����ܡ���ˣ������ϸ���Ƽ��Ϻ�ȣ�һ����ɰ��Ȳ�����100mm/ÿ�Σ�¯�ڿ�����ÿ��60mm���ڣ����˷ְ������ÿ��4��6�ˣ�ÿ�δ��30���ӻ��ˣ�Χ��¯�ӻ�����ת��λ���������ȣ���������ܶȲ����� ¯�״��ﵽ����߶�ʱ��ƽ�����ɷ�������ģ���Դˣ�Ӧע�Ᵽ֤����ģ���ӦȦͬ�ģ����µ�����ֱ��ģ������������¯���ܽ�ϣ������ܱ�϶��Ⱥ�������ľШ�������м������ѹ�ϣ�����¯�ڴ��ʱʯӢɰ����λ�ơ�
���¯�ڣ�¯�ĺ��Ϊ110-150mm�����������ʽ����ϣ����Ͼ��ȣ����Ϻ�Ȳ�����60 mm�����15���ӣ��˹���ᣩ��ֱ�����ӦȦ��Եƽ�롣�ڴ���������ģ��ȡ������ɺ��ս�ʱ���Ӧ�������á�
�濾�����ֱ���200����20���ӣ�300����20���ӣ�400����20���ӵ��ٶȽ�����ģ������900�棬����20���ӣ�Ŀ���dz����ų�¯���е�ˮ�֡�
���ս�����ֱ���400����20���ӣ�500����20���ӣ�600����20���ӱ�����������ٶȣ���ֹ�������ơ�
��ȫ�ս���������սᣬ�������ս�ṹ�������ʹ�������Ļ������ս��¶Ȳ�ͬ���ս���Ȳ��㣬ʹ���������Խ��͡�
2T��Ƶ¯�ں濾�����м�����Լ950����������ǿ��ӦȦ�������ã����ź濾���ս�ij������У�ͨ�������͵������Ϊƽ�ȵĵ����������ˮ����¯���������Ⱦ��ȡ��ϸ����ʯӢɰ������������¶ȣ��ٽ�ʯӢɰ����֣������¯�ĵ��״��ս�ǿ�ȡ��ս��¶����ߵ�1620�����30����ʹ����ȫ�սᡣע��:��һ���㵹��ˮ����¯������֮һ���ڶ�������¯��һ�롣�����β���ȫ�����ꡣǧ�ɵ�һ��ȫ����¯��
����С�� ������Ƶ¯¯�ĵ�����������֤�����������������¯���⣬��Ӧע��ƽʱ�IJ�������¯��ѡ�����ʸɾ�����¯���ϣ�������ȣ����Ĵ�ᣬ��ѧ�濾���ս�淶���ϸ�������գ������ӳ�¯��ʹ����
��һƪ����[¯�IJ���ϵ��]��
��һƪ���������ʵ����ϣ����Ե����ϣ���





{kind=link}